郵箱:admin@nb-xcyy.com
聯系 : 18605749990 陳經理
: 13056926921 王經理
地址 : 浙江省寧波市鎮海區蛟川街道大運路361號
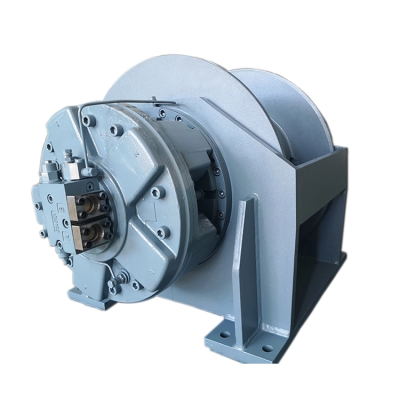
液壓 馬達外殼的淬火工藝
機殼外殼關鍵原材料是球墨鑄鐵,球墨鑄鐵淬火的效果是為了更好地得到珠光體機構,并使晶體優化,機構勻稱,進而提升BM6液壓馬達零件的抗壓強度,強度和耐磨性能,并可做為感應淬火的事先熱處理工藝。
(1)高溫淬火:高溫淬火加工工藝是把鑄件加溫至共析溫度范圍之上,一般為900~950℃,隔熱保溫1~3h,使基材機構所有馬氏體化,隨后公布空冷,使挖機液壓馬達其在共析溫度范圍內,因為快冷而得到珠光體基材對含硅量高的厚壁管鑄件,則應選用風冷式,或是噴霧器制冷,以保淬火后能得到珠光體球墨鑄鐵
(2)超低溫淬火:超低溫淬火加工工藝是把鑄件加溫至共析溫度范圍內,即820~860℃,隔熱保溫1~4h,使基材機構一部分馬氏體化,隨后公布空冷超低溫淬火后得到珠光體,分散化金相組織球墨鑄鐵,可以提升鑄件的延展性與液壓油馬達塑性變形。
因為球墨鑄鐵傳熱性較弱,彈性模具又比較大,淬火后鑄件內有很大的熱應力,因而大部分加工廠在淬火后,還開展一次去地應力淬火(常稱淬火),即加溫到550~600℃,隔熱保溫3~4h,隨后公布空冷。
一般氮化運用于荷載大,觸碰疲憊相對性規定高的產品工件,注重深層次深層。而軟氮化的功效便是滲速快,一般用以荷載小的產品工件,滲層規定淺。基本的氮化有二種,一種是硬氮化,一種是軟氮化。